


编者按
探讨了复杂曲线平面制件的落料模设计、工艺创新和线切割加工用图导出方法的优化,解决了数控铣加工的难题,提高了线切割加工此类模具的效率。同时针对链轮等形状制件,通过对其进行线切割创新,提高了线切割装夹找正和加工的效率。
由于冷冲压加工的零件形状、尺寸、精度要求、批量大小及原材料性能的不同,其冲压方法有多种,但概括起来可分为两大类:一类是分离工序,另一类是变形工序。分离工序是使板料沿一定的轮廓线分离从而制出零件,落料就属于分离工序。
1. 利用新结构、新工艺提高加工效率
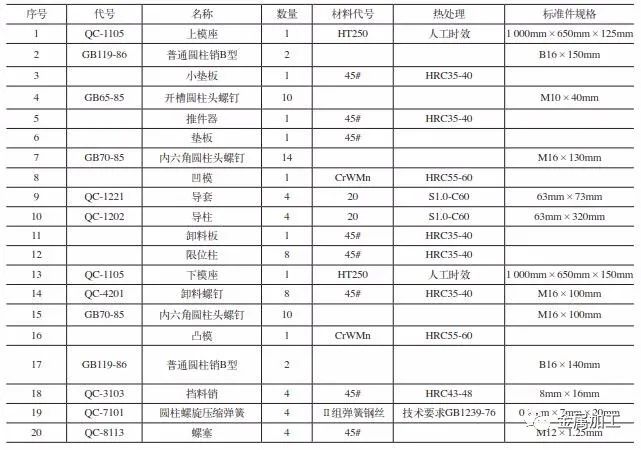
以前复杂曲线平面制件的落料模,因其凹模有空刀,厚度尺寸大,顶出器是台阶式的,凹模刃口周边经常会出现多处很小的圆弧(一方面因无合适直径和长度的数铣刀具,只能线切割;另一方面数铣小圆弧时让刀现象比较严重,后期需要钳修),而且空刀深度大,内部顶出器挂台难加工,凹模中间材料机加工后成为废料,线切割速度极慢,模具钢材料浪费很大,生产效率低、周期长,接刀加工和钳修的质量很难控制。 针对这种现象,从设计和工艺两方面进行技术创新,凹模、顶出器均设计为通体结构,这样既可以使二者厚度、尺寸减小,又不会增加工作强度,很容易进行线切割加工。顶出器上面的小垫板外形比凹模刃口单边大4mm ,凹模上的垫板内形保证与小垫板滑配。工艺上设置凹模线切割工艺孔,将凹模中间切掉的材料用作顶出器,节约材料和机加工费用,且确保了线切割超程加工找正的准确性,大幅降低了中小型落料模具的生产制造成本,提高了生产效率,同时降低了机加工难度,避免了数铣无法加工小圆弧的难题。该模具的结构设计如图1所示,相关零件参数见表1。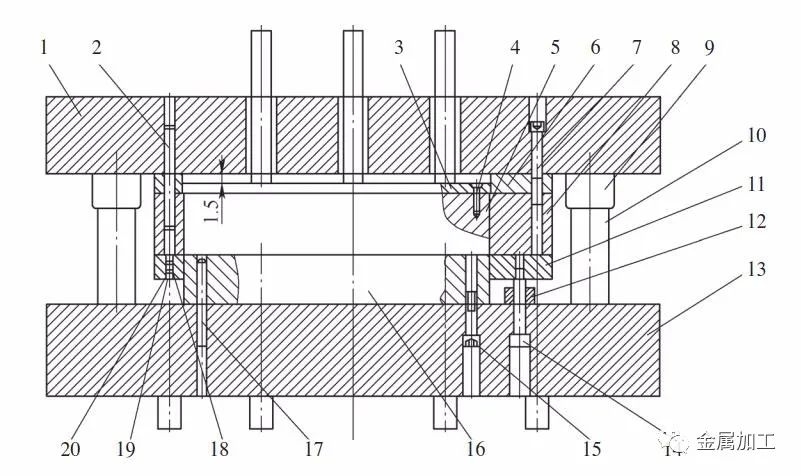
2. 利用数模导图的两种优化方法
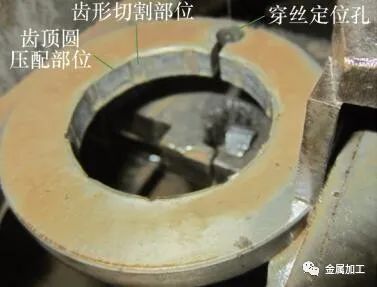
以前数控线切割、数控等离子切割、气割、数控激光切割和数控水刀加工用AutoCAD电子版图形文件,大部分需要用CAXA/AutoCAD软件一点一线地进行绘制,然后设置割入点或切入点,最后间隙编程进行相应的数控加工。对于复杂图形,现场手工绘图效率低、问题多,出错风险高,工作强度和压力大,导致生产效率低、质量问题多。对于复杂工装模具、汽车件,企业目前三维主流软件是UG和CATIA,可用三维通用格式STEP进行数模转换,利用软件导图功能来寻求精确、高效的解决途径。针对目前冷冲压模具设计和数控加工,我司使用主流软件UG。 1 )对U G 数模进行优化设置,导出理想凸、凹模,顶出器和压料芯等的线切割用图。具体步骤为:对要导图的数模进行单独显示→移除参数→设置为工作层→关闭其他图层→点击文件菜单→选择导出→2D exchange→选择模型数据(在模型数据窗口下的第一个导出选项框里选择对象,在模型数据窗口下的第二个导出选项框里选择视图)→旋转数模利用F8调整,确保UG左下角xyz坐标系的方位正确→在下拉选项框里选择合适的投影视图→选择确定或应用→保存数模。最后在存放数模的地方就会找到按时间更新的二维导出图,打开后对局部不用的孔位进行删除。如果要免除最后编辑,可以提前利用同步建模功能进行数模调整和局部余量设置。利用AutoCAD软件中的PE、M、J命令,形成数控机床能够应用的连续闭合图形,对导出AutoCAD图样的圆弧曲线部位进行局部删除或重画,即可导入线切割机床进行现场加工。 2)数控线切割机床对于利用软件导图功能直接导出的.dxf格式的文件,如果复杂二维样条曲线的局部不识别而出现断点现象,可以另辟蹊径,将小于最小半径的假想刀具设置为数铣刀具,充分利用U G二维线框数铣编程加工,生成刀位源文件后直接导出.dxf线切割用文件格式,解决了线切割加工的棘手难题。3. 链轮齿轮类零件线切割用装夹定位环的创新应用



4.结语
通过对复杂曲线平面制件落料模的结构创新和线切割加工用图导出方法的优化,大幅降低了中小型落料模具的生产制造成本,提高了生产效率,同时降低了机加工难度,解决了数铣无法加工小圆弧的难题,确保了落料模冲裁加工的整体产品质量。针对链轮、齿轮等形状制件的批量加工,通过对其进行线切割装夹定位的创新,在保证数控线切割加工质量的同时,提高了线切割装夹加工的效率。这些创新优化达到了提质降本增效的目的,推广实施可以带来经济和社会效益。本文发表于《金属加工(冷加工)》2020年第12期59-61页,作者: 陕西重型汽车有限公司薛永科、赵向兵、段鑫、杨浩,原标题:《落料模与线切割加工创新优化》。
-End-
☞来源:金属加工 ☞本文编辑:清荷 ☞媒体合作: 010-
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌侵权/违法违规的内容,请联系我们,一经查实,本站将立刻删除。
如需转载请保留出处:https://51itzy.com/kjqy/121133.html