
常用字符
O:程序号 N:断号 G:准备功能 M:辅助功能 T:刀具功能 XYZ:坐标
F:进给速度功能 S:主轴转动功能 H:刀具长度补偿号 D:刀具半径补偿号
G代码表格

| G05 | 通过中间点圆弧插补 | G45 | 道具偏置+/+ |
| G06 | 抛物线插补 | G46 | 道具偏置+/- |
| G07 | z样条曲线插补 | G47 | 道具偏置-/- |
| G08 | 进给加速 | G48 | 道具偏置-/+ |
| G09 | 进给减速 | M21 | X轴镜像 |
| G16 | 极坐标变成 | M22 | Y轴镜像 |
| G22 | 半径尺寸编程方式 | M23 | 镜像取消 |
| G220 | 系统操作界面上使用 | ||
| G23 | 直径尺寸编程方式 | ||
| G230 | 系统操作界面上使用 | ||
| G24 | 子程序结束 | ||
| G25 | 跳转加工 | ||
| G26 | 循环加工 | ||
| G30 | 倍率注销 | ||
| G31 | 倍率定义 | ||
| G32 | 等螺距螺纹切削,英制 | ||
| G33 | 等螺距螺纹切削,公制 | ||
| G34 | 增螺距螺纹切削 | ||
| G35 | 减螺距螺纹切削 |
G00 快速定位:将刀具快速移动到指定的位置

exp: 从O点快速移动到A点
G00 X100 Y50;(这个所谓的快速是对少?)
G01 直线插补:使刀具沿直线移动到指定的位置
exp: 从O点以500mm/min切削移动到A点
G00 X100 Y50 F500;
G02 顺时针圆弧插补
G03 逆时针圆弧插补:在指定的平面上,使刀具沿圆弧移动到指定的位置
G02(G03)EndP--R(I--J--)F--
EndP:刀具移动的终点坐标
F:刀具进给速度
R:圆弧半径(大于180为负,小于180为正)
I:X轴圆心圆到弧起点的增量值
J:Y轴圆心圆到弧起点的增量值

exp:从A点以500mm/min切削移动到B点
G02 X100 Y50 R20 F500 或 G02 X100 Y50 I20 J0 F500
G04 暂停(准确停止):在加工过程中进给暂停停止,主轴继续运转,在希望暂停读取NC数据时使用
G04 X-(P-) ---- X-(P-) 是时间(秒)
exp:暂停2秒
G04 X2 或G04 P2
G10 参数写入方式有效:通过改变一个外部原点偏置来改变G54-G59中指定的坐标值
G10 L2 Pq IP--(P=1-6:G54-G59工件坐标系)
exp:用参数写入的方式输入工件坐标(G54)
G90 G10 L2 P1 X226.16 Y-192.554 Z0.06
G11 参数写入方式取消
G17 G18 G19 平面选择
G20 G21 英制 公制选择:1英寸=25.4mm
G28参考点返回:以各轴的快速移动速度进行参考点位置定位
exp:Z轴回零点
G28 Z0
G40 刀具半径补正取消
G41 刀具半径补正左
G42 刀具半径补正右
G00(G01) G41(G42) D--IP--
D:刀具半径补偿号(1~3位数)
exp:G01 G41 D1 X0 Y0 F1000(顺着加工方向看,刀具在左位左补偿)

G49 刀具长度补正取消
G43 刀具长度补正+
G44 刀具长度补正-
G00 G43(G44) H--Z--:H为道具长度补偿号(1~3位数)
exp:G00 G43 H1 Z100 H1对应到场补正画面中的长度补偿中的第一项
刀长:机械坐标Z轴零点到工件坐标Z轴零点的距离
G53 机床坐标系选择
exp:G00 G90 G53 Y0 快速移动到机床Y轴零点
G54~G59 工件坐标系选择1~6
exp:G00 G90 G54 X0 Y0 快速移动到工件零点
G68 坐标系旋转有效
G69 坐标系旋转取消
G69 X- Y- R-:R为旋转角度(顺时针-逆时针+)
exp:G68 X0 Y0 R30 绕X0Y0逆时针旋转30度
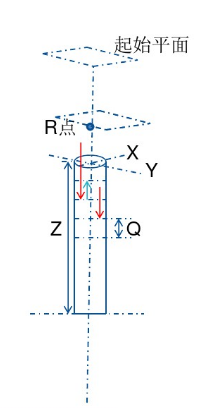
G73 高速深孔钻:进行间歇切削进刀到孔底
G73 X- Y- Z-R-Q-F-K-:
XY:孔位置坐标
Z:孔深度
R:初始平面到R点的距离
Q:每次切削深度
F:进给
K:重复次数
exp:G73 X0 Y0 Z-30 R3 Q3 F150 在X0Y0处钻30深的孔
G74 反向攻丝:主轴正转攻牙切削到孔底后进行反转退出循环
G74 X- Y- Z-R-P-F-K-:
XY:孔位置坐标
Z:孔深度
R:初始平面到R点的距离
P:暂停时间
F:进给
K:重复次数
exp:G74 X0 Y0 Z-30 R3 P0.5 F150 在X0Y0处钻30深的孔
G76 精密搪孔:主轴到达孔底后停止,道具离开工件表面后收回
G76 X- Y- Z-R-Q-P-F-K-:
XY:孔位置坐标
Z:孔深度
R:初始平面到R点的距离
P:暂停时间
Q:孔底偏移值
F:进给
K:重复次数
exp:G76 X0 Y0 Z-30 R3 Q0.1 P0.5 F150 在X0Y0处钻30深的孔
G81 直式钻孔/点孔:主轴到达孔底,刀具以快速移动方式收回
G81 X- Y- Z-R-F-K-:
XY:孔位置坐标
Z:孔深度
R:初始平面到R点的距离
F:进给
K:重复次数
exp:G81 X0 Y0 Z-30 R3 F150 在X0Y0处钻30深的孔
G82 梯阶搪孔:主轴到达孔底后停止,刀具以快速移动方式收回
G82 X- Y- Z-R-P-F-K-:
XY:孔位置坐标
Z:孔深度
R:初始平面到R点的距离
P:暂停时间
F:进给
K:重复次数
exp:G82 X0 Y0 Z-30 R3 P0.1 F150 在X0Y0处钻30深的孔
G83 深孔钻/啄式钻孔:进行间歇切削进刀到孔底
G83 X- Y- Z-R-Q-F-K-:
XY:孔位置坐标
Z:孔深度
R:初始平面到R点的距离
Q:每次切削深度
F:进给
K:重复次数
exp:G83 X0 Y0 Z-30 R3 Q3 F150 在X0Y0处钻30深的孔

G84 攻丝:进行间歇切削进刀到孔底
G84 X- Y- Z-R-Q-F-K-:
XY:孔位置坐标
Z:孔深度
R:初始平面到R点的距离
Q:每次切削深度
F:进给
K:重复次数
exp:G84 X0 Y0 Z-30 R3 Q3 F150 在X0Y0处钻30深的孔 F=S*螺距
G90 绝对值指令:绝对坐标
G91 增量值指令:相对坐标
exp:G90G01 X0 Y0 F1000
X0 Y50
G98 固定循环起始点返回
G99 固定循环R点返回
exp:G83 G98(G99) X- Y- Z- R-Q-F-K-
X0 Y50

M00程序停止:程序停止后可以按循环启动键继续加工
M01选择性停止:必须配合机台上的选择性停止键才可以使用效果与M00一样
M02程序结束:程序结束后不可以继续启动,且程序停在当前位置
M30程序结束并返回:程序结束后并返回到程序开头
M03主轴正转:M03 S--(S主轴转速)
M04主轴反转:M04 S--(S主轴转速)
M05主轴停止
M06自动换刀:M6 T--(T是道具号)
M08切削液开
M09切削液关
M29刚性攻牙:M29 S--
M98呼叫子程序:M98 P-L-(P为程序号,L为调用次数)
M99子程序返回主程序

程序结构


版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌侵权/违法违规的内容,请联系我们,一经查实,本站将立刻删除。
如需转载请保留出处:https://51itzy.com/kjqy/53475.html